樹脂砂鑄件是統稱,在造型、制芯前砂粒表面上已覆有一層固態樹脂膜的型砂 、芯砂稱為覆膜砂,也稱殼型(芯)砂。樹脂砂鑄件就是把原砂和樹脂混合后形成樹脂砂,把樹脂砂打入模具型腔中,通過加熱或催化劑方法使其成型,成型后的坭芯再放入澆鑄模具中進行澆鑄。 樹脂砂鑄件具有表面粗糙度小,尺寸,品質好的特點。
1 對模具要求
與粘土砂相比,樹脂砂鑄件的外觀質量依賴于模具的質量,因而樹脂砂對模具的質量要求較高。模具工藝時使其較好的適應樹脂砂造型的需要,主要在以下幾個方面: 加工余量:硬化后的樹脂砂鑄型有較好的剛度和較高的尺寸精度,且不易變形,所以在選擇工藝參數時,可以選取較小的機械加工余量,從而減少金屬溶液的消耗和機械加工的成本,從而可以提高鑄件的尺寸精度。 拔模斜度:樹脂砂在起模時已具有的硬化強度,較小的退讓性,較大的摩擦力,若采用敲擊的方法起模,容易損壞模具,同時樹脂砂的可修補性差,起模時,若受到破壞,較難修補。采用樹脂砂造型時,應根據生產實際和產品結構加大模具的拔模斜度,能順利的起模,質量隨著市場對鑄件產品外觀質量要求的不斷提高,樹脂砂鑄件在品質上的優勢,必將日益受到重視,樹脂砂這一鑄件生產工藝,也必將的發展和普及。 模具的表面粗糙度:模具表面的粗糙度對樹脂砂鑄件的表面粗糙度起決定性的作用,因而盡量降低模具表面粗糙度,是獲得鑄件的重要措施.
2 優點
1、樹脂砂型剛度好,澆注初期砂型,這就有條件利用鑄鐵凝固過程的石墨化膨脹,地縮孔、縮松缺陷,實現灰鑄鐵、球墨鑄鐵件的少冒口、無冒口鑄造。
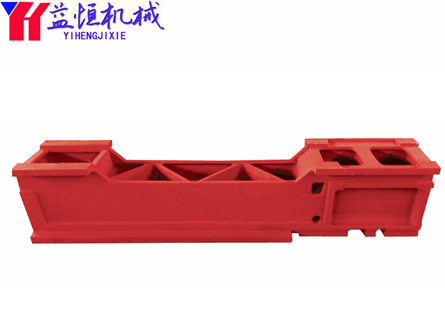
2、實型鑄造生產中采用聚苯乙烯泡塑模樣,應用味喃樹脂自硬砂造型。當金屬液澆入鑄型時,泡沫塑料模樣在高漫際金屬液作用下氣化,燃燒而消夫,金屬液取代了原來泡汪塑料所占據的位置,冷卻凝固成與模樣形狀相同的實型鑄件。
3、相對來說,消失模鑄造對于生產單件或小批量的汽車覆蓋件,機床床身等大型模具袍之傳統砂型有很大優勢,它不但省去了昂貴的木型費用,而且便于操作,縮短了生產周期,提高了生產效率,具有尺寸,加工余量小,表面質量好等優勢。
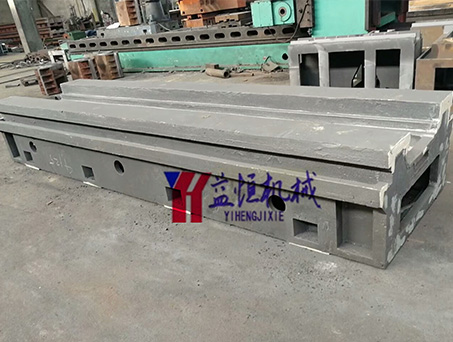
大型樹脂砂鑄件均采用樹脂砂、消失模實型鑄造,單件達到40噸以上,年生產量在8500噸左右。包括床身、工作臺、立柱、龍門頂、連接梁。材質均為細膩的灰口鑄鐵HT200-HT300,的配比,高的抗拉抗彎強度,使您購買無后顧之憂。 流行的熱處理工藝,使鑄件應力變形減少到小度。使用趨于穩定。
3 材質特點
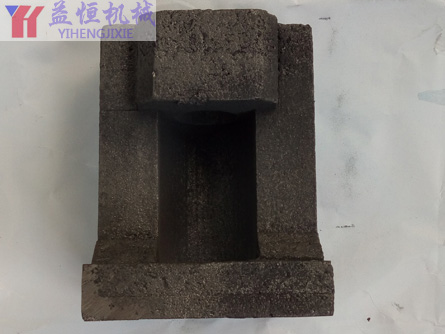
樹脂砂鑄件的材質有哪些特點是:機床座身鑄件尺寸較大,長可達數米;質量可達10t以上,壁厚在15~30mm。其要求為:具有良好的精度穩定性和減震性,較高的彈性模量,適宜的抗壓強度,適中的硬度以及優異的;在工藝上要求良好的鑄造性能,具有較高抗變形能力,且易于切削加工,并要求較低的生產成本,如可用沖天爐進行熔煉,采用較少量的合金元素等。要滿足上述要求,其顯微組織應為珠光體組織,加上長度小于250tim且分布均勻的A型石墨,還要求有數量的二元磷共晶。我國機床鑄件一般采用HT250和HT300孕育鑄鐵件作為材質。為了提高機床的使用年限,廣泛使用各種合金鑄鐵,如P-Cu-Ti鑄鐵、Cr-Mo-Cu鑄鐵以及V-Ti鑄鐵等。為了提高機床的和性,其材質向、高剛度方向發展。①在較高的碳當量,如≥3.5%時,通過提高廢鋼的比例,如達so%;提高鐵液的過熱溫度,如達1500℃;采用多元復合孕育劑,如含Ca、Mn、Bi的硅鐵,使鑄鐵的牌號達到HT350。 ②調整鑄鐵成分中的Si與c和Mn與Si的比值,在碳當量為3.4%~3.8%時,將Si/C從o.4~o.5提高到o.7~o.8;Mn/Si從o.5~o.6提高到1.o~1適當加入少量穩定珠光體的元素如Cr、Cu和Sb、Sn等。
4 模具要求
鑄鐵件發泡模具是決定模樣質量主要、直接的要素,粗劣的模具不可能獲得的模樣。與此同時,模具的加工制造成本,操作的:便程度,對模樣制作的效率和鑄件的成本也起著重要的作用。
1)模具的尺寸精度使制出的鑄件在圖樣要求的精度范內,模具工作面的表面粗糙度應控制在R。6.3弘m以下。(2)為了使模樣加熱冷卻均勻、,模具材料導熱性應好,具型腔一般都做成薄殼隨形結構機床鑄件。(3)模具中的射料嘴設置應進料通暢,使預發珠粒能順利:滿模樣的所有部位。(4)正確設置排氣閥位置和確定排氣面積的大小,使模樣緊竇加熱和冷卻均勻。(5)模具與成型機的聯結,安裝定位準確。(6)模具應有足夠的強度和剛度,對水、蒸汽等介質有良好的耐蝕性,壽命長。